
జాక్వర్డ్ కృత్రిమ బొచ్చు ఉత్పత్తిలో అల్లిక సూదుల వేల్ దిశలో అసమాన ఫైబర్ తినే సమస్యను ఎలా పరిష్కరించాలి?
జాక్వర్డ్ వృత్తాకార అల్లిక యంత్రంలో, ఫైబర్ను తీసుకోవడానికి అల్లిక సూదులను హుక్ చేసిన తర్వాత, డాఫర్పై మిగిలిన స్పైరల్ "ఫైబర్ బెల్ట్" ఉంటుంది, ఇది కార్డింగ్ హెడ్ యొక్క దిగువ భాగంలో సూది వేయబడని భాగానికి అనుగుణంగా ఉంటుంది. అల్లిక సూదుల యొక్క ఈ భాగాన్ని కూడా హుక్ చేసి ఫైబర్ తీసుకున్నారని ఊహిస్తే, డాఫర్ యొక్క ఉపరితలం చాలా శుభ్రంగా ఉంటుంది, "ఫైబర్ బెల్ట్" ఉండదు, కాబట్టి ఫైబర్ను తీయడానికి ఈ "ఫైబర్ బెల్ట్"లో సూది ఉన్నంత వరకు, అది ఇతర అల్లిక సూదుల కంటే ఎక్కువ ఫైబర్లను కలిగి ఉంటుంది మరియు అది వేల్ దిశలో కనిపిస్తుంది. ఫైబర్ అసమానంగా ఉంటుంది, కాబట్టి డాఫర్పై ఉన్న "ఫైబర్ బ్యాండ్"ను తొలగించడం కీలకం. శుభ్రపరిచే రోలర్ యొక్క తనిఖీని బలోపేతం చేయండి మరియు దానిని మంచి పని స్థితిలో ఉంచండి మరియు రేఖాంశ దిశలో అసమాన ఫైబర్ తినడం ఉండదు.
ఫినిషింగ్ సమయంలో అంచు చికిత్సతో పాటు, స్పాండెక్స్ జెర్సీ కర్లింగ్ సమస్యను పరిష్కరించడానికి వేరే ఏదైనా మార్గం ఉందా?
అల్లిన బట్టల లక్షణం హెమ్మింగ్, ఇది అల్లడం ప్రక్రియలో నూలు వంగిన తర్వాత దాని స్వంత అంతర్గత ఒత్తిడి ప్రభావంతో నూలు నిఠారుగా చేయడానికి ప్రయత్నించడం వల్ల సంభవిస్తుంది. హెమ్మింగ్ను ప్రభావితం చేసే అంశాలలో ఫాబ్రిక్ నిర్మాణం, నూలు ట్విస్ట్, నూలు లీనియర్ డెన్సిటీ, లూప్ పొడవు, నూలు స్థితిస్థాపకత మొదలైనవి ఉన్నాయి. కర్లింగ్ను అధిగమించడానికి రెండు మార్గాలు ఉన్నాయి: ఒకటి అధిక-ఉష్ణోగ్రత ఆకృతి ద్వారా నూలు యొక్క అంతర్గత ఒత్తిడిని తొలగించడం; మరొకటి నూలు యొక్క అంతర్గత ఒత్తిడిని ఎదుర్కోవడానికి ఫాబ్రిక్ నిర్మాణాన్ని ఉపయోగించడం.
సింగిల్ జెర్సీ అనేది సింగిల్-సైడెడ్ ఫాబ్రిక్, దాని కర్లింగ్ అంతర్లీనంగా ఉంటుంది, స్పాండెక్స్ నూలును జోడించిన తర్వాత, కర్లింగ్ స్థాయి బలపడుతుంది మరియు స్పాండెక్స్ అధిక ఉష్ణోగ్రతలకు నిరోధకతను కలిగి లేనందున, దాని సెట్టింగ్ ఉష్ణోగ్రత మరియు సమయం పరిమితంగా ఉంటుంది, కాబట్టి దీనిని సెట్ చేయడం ద్వారా సెట్ చేయలేము. నూలు యొక్క అంతర్గత ఒత్తిడి బాగా విడుదల చేయబడింది మరియు పూర్తయిన ఫాబ్రిక్ ఇప్పటికీ కొంత స్థాయిలో కర్లింగ్ను కలిగి ఉంటుంది మరియు ముగింపు ప్రక్రియలో పరిమాణం అనివార్యమైన కొలతగా మారుతుంది.
అయితే, నేత ప్రక్రియలో, ఫాబ్రిక్ నిర్మాణంలో మార్పులను ఫాబ్రిక్ కర్లింగ్ను అధిగమించడానికి లేదా తగ్గించడానికి కూడా ఉపయోగించవచ్చు. ఉదాహరణకు, సింగిల్-సైడెడ్ పిక్ మెష్ నిర్మాణం హెమ్మింగ్ ఆస్తిని కలిగి ఉండదు, కాబట్టి జెర్సీ హెమ్మింగ్ సమస్యను పరిష్కరించడానికి ఫాబ్రిక్ ఓపెనింగ్ లైన్కు రెండు వైపులా 2 సెం.మీ లోపల మెష్ నిర్మాణాన్ని అల్లవచ్చు. అల్లడం ప్రక్రియ క్రింది విధంగా ఉంటుంది.
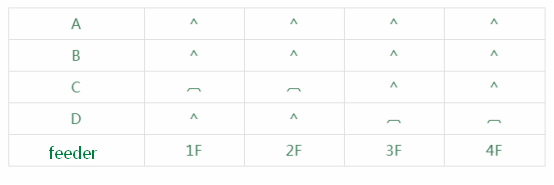
అల్లిక సూది అమరిక: అల్లిక సూదులు AB…ABABCDCDCD…CDCDCDABAB…AB క్రమంలో అమర్చబడి ఉంటాయి మరియు CD అల్లిక సూదుల స్థానం ఓపెన్ వెడల్పు రేఖకు రెండు వైపులా మెష్ నిర్మాణం.
కామ్ అమరిక: ఒక లూప్లో 4 మార్గాలు, మరియు కామ్ అమరిక క్రింది చార్ట్లో చూపబడింది.
పోస్ట్ సమయం: సెప్టెంబర్-08-2021