
(1) ముందుగా, అధిక అవుట్పుట్ కోసం గుడ్డిగా వెతకడం అంటే యంత్రం ఒకే పనితీరు మరియు పేలవమైన అనుకూలతను కలిగి ఉంటుంది మరియు ఉత్పత్తి నాణ్యత క్షీణించడం మరియు లోప ప్రమాదం పెరగడంతో కూడా. మార్కెట్ మారిన తర్వాత, యంత్రాన్ని తక్కువ ధరకు మాత్రమే నిర్వహించవచ్చు.
ఉత్పత్తి, పనితీరు మరియు నాణ్యత రెండింటినీ కలిగి ఉండటం తరచుగా ఎందుకు అసాధ్యం? ఉత్పత్తిని పెంచడానికి రెండు మార్గాలు ఉన్నాయని మనందరికీ తెలుసు: వేగవంతమైన వేగం మరియు అధిక సంఖ్యలో ఫీడర్లు. సహజంగానే, ఫీడర్ల సంఖ్యను పెంచడం సాధించడం సులభం అనిపిస్తుంది.
అయితే, ఫీడర్ల సంఖ్య పెరిగితే ఏమి జరుగుతుంది? కింది చిత్రంలో చూపిన విధంగా:
ఫీడర్ల సంఖ్య పెరిగిన తర్వాత,కామ్ యొక్క వెడల్పువక్రత ఇరుకుగా మారుతుంది మరియు వక్రత నిటారుగా మారుతుంది. వక్రత చాలా నిటారుగా ఉంటే, సూదులు తీవ్రమైన దుస్తులు ధరిస్తాయి, కాబట్టి వక్రతను సున్నితంగా చేయడానికి వక్రత ఎత్తును తగ్గించాలి.
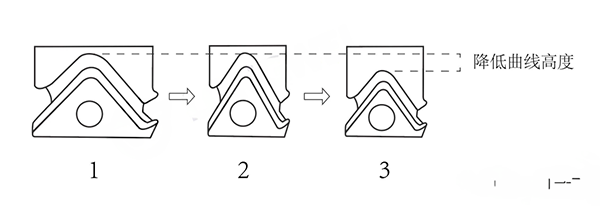
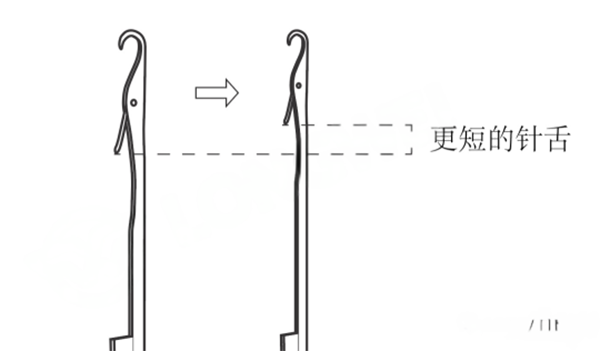
వక్రరేఖ తగ్గించబడిన తర్వాత,సూది ఎత్తుకిందికి వస్తుంది, మరియు పొడవైన సూది గొళ్ళెం అల్లిక సూది కాయిల్ పూర్తిగా వెనక్కి తగ్గదు, కాబట్టి యంత్రం చిన్న సూది గొళ్ళెం యొక్క అల్లిక సూదిని మాత్రమే ఉపయోగించగలదు.
అయినప్పటికీ, తగ్గించగల స్థలం పరిమితం. అందువల్ల, హై ఫీడర్ యంత్రం యొక్క మూల వక్రత ఎల్లప్పుడూ సాపేక్షంగా నిటారుగా ఉంటుంది. దీని అర్థం కుట్లు ధరించే వేగం కూడా వేగంగా ఉంటుంది.
కాటన్ నూలును ఉత్పత్తి చేసేటప్పుడు మరియు లైక్రాను జోడించేటప్పుడు చిన్న సూది గొళ్ళెం ఉన్న సూదిని ఆపరేట్ చేయడం మరింత కష్టమవుతుంది.
ఇరుకైన మూల వక్రత మరియు గాజుగుడ్డ నాజిల్ యొక్క చిన్న స్థలం కారణంగా, యంత్రం సమయ స్థానాన్ని సర్దుబాటు చేయడం చాలా కష్టం. వివిధ కారకాలు అధిక సంఖ్యలో ఫీడర్లు మరియు పేలవమైన అనుకూలతతో యంత్రాన్ని ఒకే సారి ఉపయోగించటానికి దారితీస్తాయి.
(2) అధిక ఫీడర్ సంఖ్యలు మరియు అధిక ఉత్పత్తి అధిక లాభాలను తెచ్చిపెట్టవు.
ఫీడర్ల సంఖ్య ఎంత ఎక్కువగా ఉంటే, యంత్రం యొక్క నిరోధకత అంత ఎక్కువగా ఉంటుంది, విద్యుత్ వినియోగం కూడా అంతే ఎక్కువగా ఉంటుంది. శక్తి పరిరక్షణ నియమాన్ని అందరూ అర్థం చేసుకుంటారు.
ఫీడర్ల సంఖ్య ఎంత ఎక్కువగా ఉంటే, యంత్రం ఒకే వృత్తంలో ఎక్కువ దూరం నడుస్తుంది, సూది లాచ్ తెరవడం మరియు మూసివేయడం ఎక్కువ సమయం, ఫ్రీక్వెన్సీ వేగంగా ఉంటుంది మరియు సూది జీవితకాలం తక్కువగా ఉంటుంది. మరియు ఇది అల్లడం సూదుల నాణ్యతను పరీక్షిస్తుంది.
సూది తెరుచుకోవడం మరియు మూసుకోవడం యొక్క ఫ్రీక్వెన్సీ ఎక్కువగా ఉంటే, వస్త్ర ఉపరితలంపై అస్థిర కారకాల సంభావ్యత ఎక్కువగా ఉంటుంది మరియు ప్రమాదం ఎక్కువగా ఉంటుంది.
ఉదాహరణకు: 96-ఫీడర్ల యంత్రాలు సూది లాచ్ను 96 సార్లు తెరిచి మూసివేసే వృత్తాన్ని, నిమిషానికి 15 మలుపులు, 24 గంటలు తెరిచి మూసివేసే సమయాలను అమలు చేస్తాయి: 96*15*60*24=2073600 సార్లు.
158-ఫీడర్ల యంత్రం సూది లాచ్ను 158 సార్లు తెరిచి మూసివేసే వృత్తాన్ని, నిమిషానికి 15 మలుపులు, 24 గంటలు తెరిచి మూసివేసే సమయాలను నడుపుతుంది: 158*15*60*24=3412800 సార్లు.
అందువల్ల, అల్లిక సూదుల వినియోగ సమయం సంవత్సరానికి తగ్గించబడుతుంది.
(3) అదేవిధంగా, నిరోధకత మరియు ఘర్షణసిలిండర్కూడా ఎక్కువగా ఉంటాయి మరియు మొత్తం యంత్రం యొక్క మడత వేగం కూడా వేగంగా ఉంటుంది.
ఈ సందర్భంలో, ప్రాసెసింగ్ రుసుమును సమయం లేదా భ్రమణంతో లెక్కించినట్లయితే, ఈ నష్టాలను భర్తీ చేయడానికి సంబంధిత బహుళ ప్రాసెసింగ్ రుసుము ఉండాలి. వాస్తవానికి, ఇది చాలా అత్యవసర ఆర్డర్ కాకపోతే, ప్రాసెసింగ్ రుసుము తరచుగా ఫీడర్ల సంఖ్యకు సమానమైన ధరను చేరుకోదు.
అధిక యంత్ర ఖచ్చితత్వం మరియు ఖచ్చితత్వం మరియు మరింత సహేతుకమైన డిజైన్ నుండి అనుసరించాల్సిన నిజమైన అధిక దిగుబడి వస్తుంది. యంత్రాన్ని నడుపుతున్నప్పుడు మరింత శక్తి-సమర్థవంతంగా చేయండి, పనితీరును మరింత స్థిరంగా మరియు నమ్మదగినదిగా చేయండి మరియు అల్లిక సూది యొక్క సుదీర్ఘ సేవా జీవితాన్ని పొందడానికి దుస్తులు మరియు ఘర్షణను తగ్గించండి. మెరుగైన ఫాబ్రిక్ నాణ్యత మరియు అనవసరమైన నష్టాలను తగ్గించండి.
పోస్ట్ సమయం: జనవరి-19-2024